�U�板供应商提供��品质量解��x���?/h1>
来源�Q?a href='http://m.mybwjs.com/news/60.html'>http://m.mybwjs.com/news/60.html
发布日期�Q?015-12-21
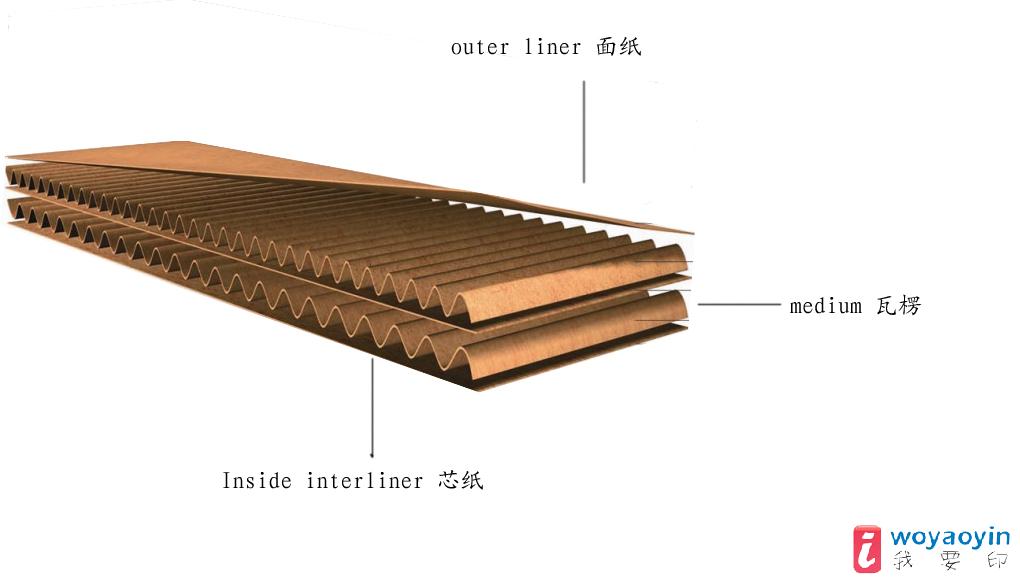
�U�板的优良品质关�p�d���U�板的��用质量,因此�Q�在�U�板的生产过�E�中我们需要严格控制。针对在生��q�程中出现的问题我们�U�板供应商将�?x��)提供有效的解决��?gu��)��。主要可以归�U��ؓ(f��)�_�合问题、楞变�Ş问题、翘曲问题和���寸问题。就�q�些问题的出现我们可以采取以下方法来解决�?
楞变形问题:(x��)瓦楞高度存在极小的高度差�Q�瓦楞向一方倾斜或左叛_��度不一致等。其原因除瓦楞辊���损而造成楞变形外�Q�主要是�׃��原纸的水分不均匀�Q�热辊温度不够,涨力调整不当�{�都�?x��)��生楞变�Ş。原�U�的含水率,一定要控制�?�Q�~10�Q�的范围内,水分�q�低时要调整加温器,水分�q�高时调整预热面�U��?
���曲问题�Q�纸杉K��、面用科和原�U�水分严重不一��_(d��)��温度、气压、�R速变低,�l�常停�R均会(x��)造成���曲。严格控制原�U�水分和里、面�U�克重差问题。它们是影响�U�板横向���曲的主要因素。原�U�进厂含水率必须���(g��)���,必须保持在国家标�Q�隹规定的范围内�Q�基本掌握在8�Q��?卛_���?
�_�合问题�Q�黏合剂制作后要用涂4#杯测量粘度,�_�度大小应根据设备性能而定。另外,单、双面机�l�各辊筒之间间隙的调整也是非帔R��要的�Q�例如,单面机组主要调整压力辊与下瓦楞辊、涂�p�辊与下瓦楞辊、定厚辊与涂�p�辊3者之间的间隙必须适当�Q�其间隙要根据��用的原料厚度而定�Q�基本在0�Q?mm�?�Q?mm左右卛_���Q�特别要注意各辊之间必须保持�q�����?
���寸问题�Q�由于未按生产指令下辄���刉���尺寸调整��生偏差,或因�U�切压线轮不固定造成�U�向���寸不准。单面瓦楞和面纸涨力的控制也直接影响横向切断的尺寸,传送皮带打滑或车速不�E�_��都对���寸有媄(ji��ng)响。如果上�q�没有问题,���p�����(g��)查切断机本��n或电(sh��)脑输入程序是否有问题�?
�U�板供应商根据设备的实际情况�Q�制定工艺流�E�和工艺规程�Q�以便用来指导和�U�束操作工�h�Q�防止和避免�U�板问题的发生。纸板的使用范围随着产品质量的提升将�?x��)得到有效的扩展�?
�U�板的优良品质关�p�d���U�板的��用质量,因此�Q�在�U�板的生产过�E�中我们需要严格控制。针对在生��q�程中出现的问题我们�U�板供应商将�?x��)提供有效的解决��?gu��)��。主要可以归�U��ؓ(f��)�_�合问题、楞变�Ş问题、翘曲问题和���寸问题。就�q�些问题的出现我们可以采取以下方法来解决�?
楞变形问题:(x��)瓦楞高度存在极小的高度差�Q�瓦楞向一方倾斜或左叛_��度不一致等。其原因除瓦楞辊���损而造成楞变形外�Q�主要是�׃��原纸的水分不均匀�Q�热辊温度不够,涨力调整不当�{�都�?x��)��生楞变�Ş。原�U�的含水率,一定要控制�?�Q�~10�Q�的范围内,水分�q�低时要调整加温器,水分�q�高时调整预热面�U��?
���曲问题�Q�纸杉K��、面用科和原�U�水分严重不一��_(d��)��温度、气压、�R速变低,�l�常停�R均会(x��)造成���曲。严格控制原�U�水分和里、面�U�克重差问题。它们是影响�U�板横向���曲的主要因素。原�U�进厂含水率必须���(g��)���,必须保持在国家标�Q�隹规定的范围内�Q�基本掌握在8�Q��?卛_���?
�_�合问题�Q�黏合剂制作后要用涂4#杯测量粘度,�_�度大小应根据设备性能而定。另外,单、双面机�l�各辊筒之间间隙的调整也是非帔R��要的�Q�例如,单面机组主要调整压力辊与下瓦楞辊、涂�p�辊与下瓦楞辊、定厚辊与涂�p�辊3者之间的间隙必须适当�Q�其间隙要根据��用的原料厚度而定�Q�基本在0�Q?mm�?�Q?mm左右卛_���Q�特别要注意各辊之间必须保持�q�����?
���寸问题�Q�由于未按生产指令下辄���刉���尺寸调整��生偏差,或因�U�切压线轮不固定造成�U�向���寸不准。单面瓦楞和面纸涨力的控制也直接影响横向切断的尺寸,传送皮带打滑或车速不�E�_��都对���寸有媄(ji��ng)响。如果上�q�没有问题,���p�����(g��)查切断机本��n或电(sh��)脑输入程序是否有问题�?
�U�板供应商根据设备的实际情况�Q�制定工艺流�E�和工艺规程�Q�以便用来指导和�U�束操作工�h�Q�防止和避免�U�板问题的发生。纸板的使用范围随着产品质量的提升将�?x��)得到有效的扩展�?